Organisation du système de production Partie 4: Planning de production
Table des Matières
| IUT GON SITE D’ALENÇON | DEPARTEMENT QLIO | BUT S2 |
Planning de production#
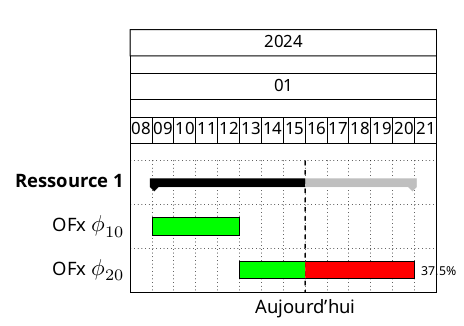
Un exemple de diagramme de Gantt.
Un planning GANTT est un vecteur de communication :
- vis-à-vis des cadres de l’entreprise (responsables de production, chefs d’équipe…) pour montrer la véritable activité des ateliers;
- vis-à-vis des opérateurs pour donner les informations sur la réalisation des produits.
Pour qu’il soit efficace et clair, il est recommandé de noter clairement les références des phases [ex : OFx (ϕ10) ou OFx–10] et les ressources concernées. Divers logiciels permettent de faire des diagrammes de Gantt tels que Ganttproject (disponible sur les comptes Unicaen).
Le planning doit être propre, clair et porter toutes les informations utiles à sa compréhension sans (trop d’) informations inutiles. Une réflexion sur les éléments importants et les dates clefs doit se faire en amont lors d’une phase d’établissement.
Élaboration d’un planning#
Notions de temps inter-opératoire#
Ajout d’un temps artificiel entre la fin d’une phase et le début de la phase suivante. Ces temps ne sont pas matérialisés sur le planning. Ils sont pris en compte par le décalage des phases.
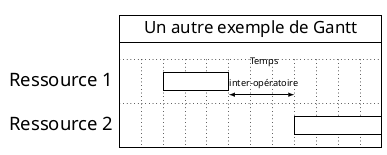
Autre exemple avec des temps inter-opératoires.
Le jalonnement des fabrications consiste à élaborer le planning général d’atelier en plaçant chronologiquement dans le temps, pour chaque moyen concerné, les phases d’une gamme de fabrication.
À ce stade, nous ne tenons compte que des délais sans prendre en compte les capacités (nous réalisons un ordonnancement à capacité infinie). Il faut au préalable s’assurer de l’adéquation charge-capacité.
Exemple:
- Soit un ordre de fabrication défini dans le tableau ci-dessous.
- La durée des opérations est de l’ordre de l’heure.
- Le temps inter-opératoire est donc estimé à au moins une heure.
| Phase | Moyen | Temps (h) |
|---|---|---|
| 10 | M1 | 3,0 |
| 20 | M3 | 1,5 |
| 30 | M2 | 2,0 |
Jalonnement au plus tôt#
Dans un placement au plus tôt, les fabrications sont placées par ordre chronologique des phases de chaque gamme à partir de la date du jour ou de référence. Cette technique permet de vérifier s’il est possible de tenir les délais de fabrication sans aléas de production. Voir figure 3.
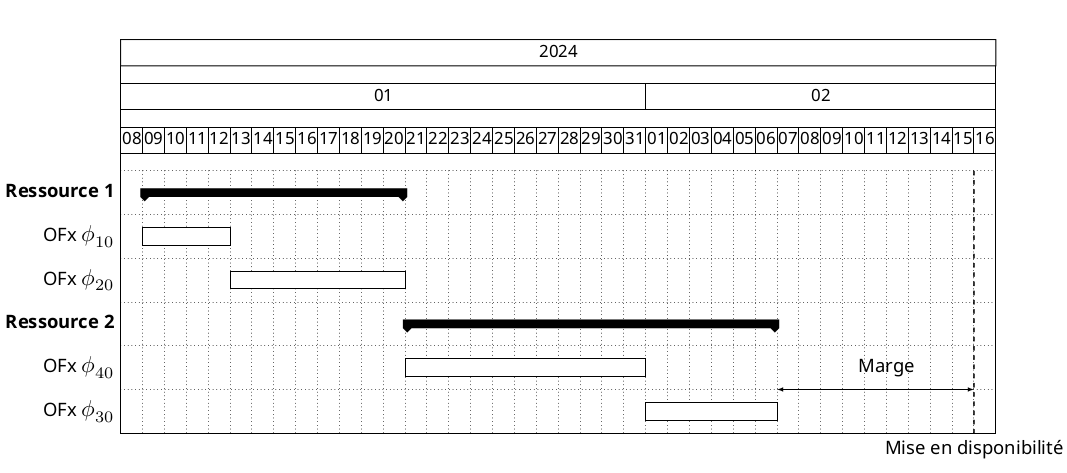
Jalonnement au plus tôt.
Jalonnement au plus tard#
Dans un placement au plus tard, les fabrications sont placées dans l’ordre décroissant des phases à partir de leur date de mise à disposition. Si les délais ont été sous-dimensionnés, il est possible de remonter au-delà de la date du jour et dans ce cas, pour cette fabrication, il est nécessaire de refaire un placement au plus tôt et de négocier une nouvelle date de livraison. Voir figure 4.
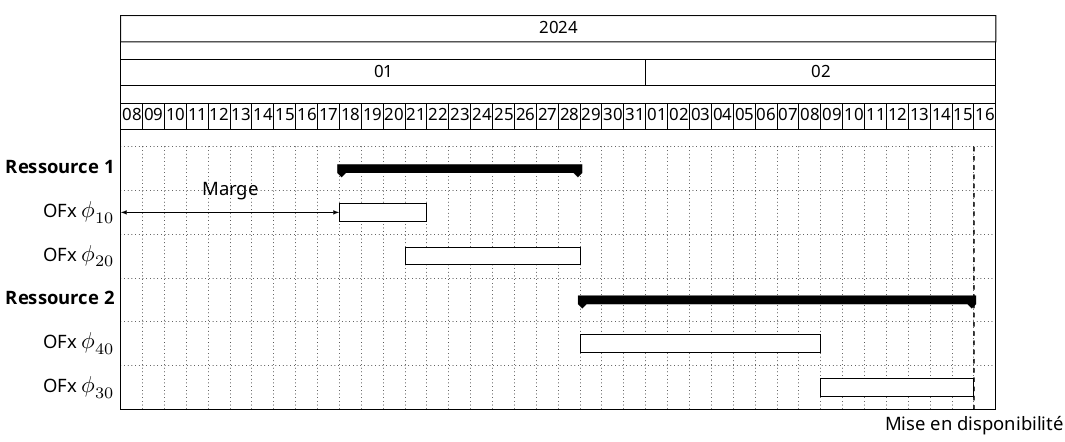
Jalonnement au plus tard.
Éxecution d’un planning d’atelier#
L’éxécution consiste à mettre en œuvre les procédures permettant de faire fonctionner le système de production conformément aux prévisions. Ces procédures correspondent aux opérations de lancement en production et de suivi de la production.
Lancement en production#
Le lancement consiste à distribuer les documents nécessaires à la bonne exécution des fabrications, conformément aux prévisions établies sur le planning, de façon à synchroniser la ciculation des pièces entre les postes et à assurer la continuité du flux physique.
Suivi de production#
Le suivi de production a pour but d’informer les responsables de l’état d’avancement des travaux. Une attention particulière doit être portée sur les fabrications importantes: urgentes, chemin critique etc…
Le suivi de production peut avoir 3 objectifs:
- Le suivi technique: mesure de l’efficience du système de production.
- Le suivi comptable: définition du coût de production
- Le suivi de la main d’œuvre
Techniques de lancement et de suivi#
Par ordre de fabrication
Les consignes de fabrication sont transmises au premier poste de transformation sous forme de fiche suiveuse accompagnée de tous les documents nécessaires à la réalisation (plan, fiche de description de phase…)
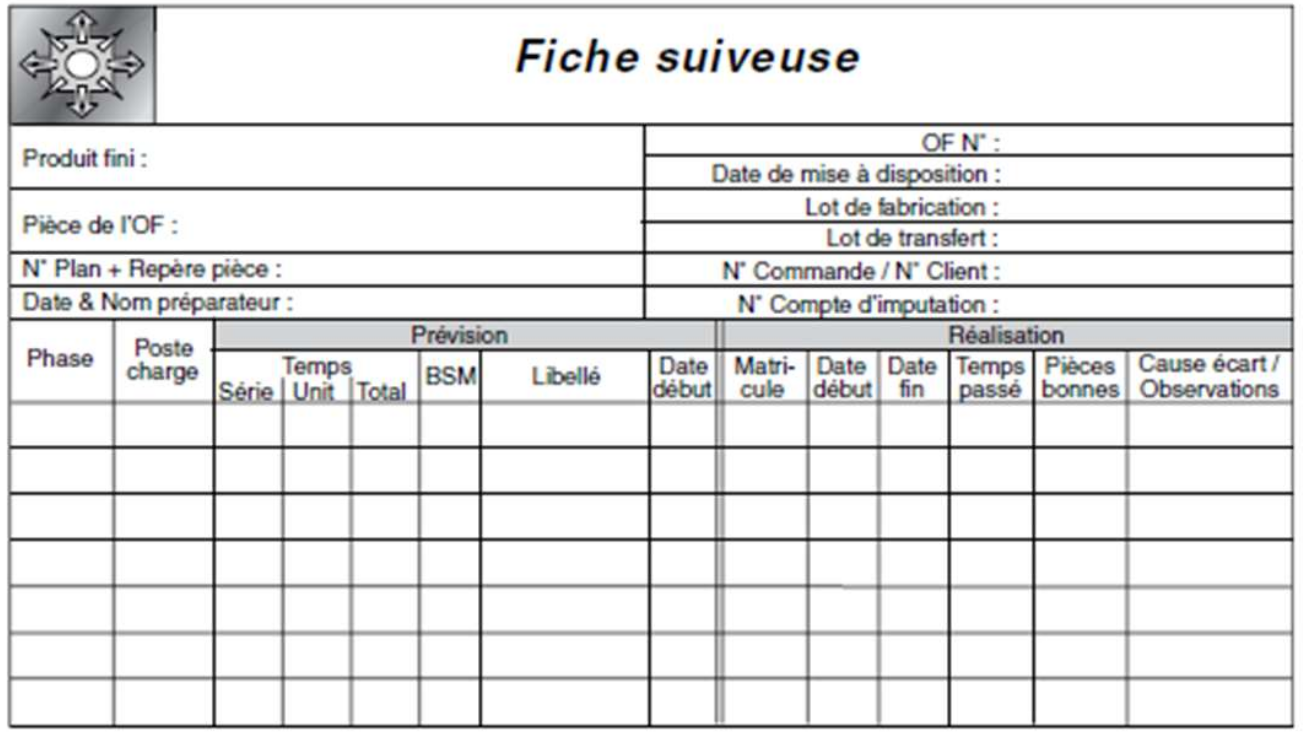
Exemple de fiche suiveuse (issue de G. Javel, voir cours partie 1).
Les fiches suiveuses et les produits sont transférés de poste en poste une fois l’opération terminée. Ce mode permet de réduire les contrôles administratifs mais requiert une forte attention. Cette technique est utilisée dans les entreprises ayant peu d’en-cours et dont les cycles de réalisation sont cours.
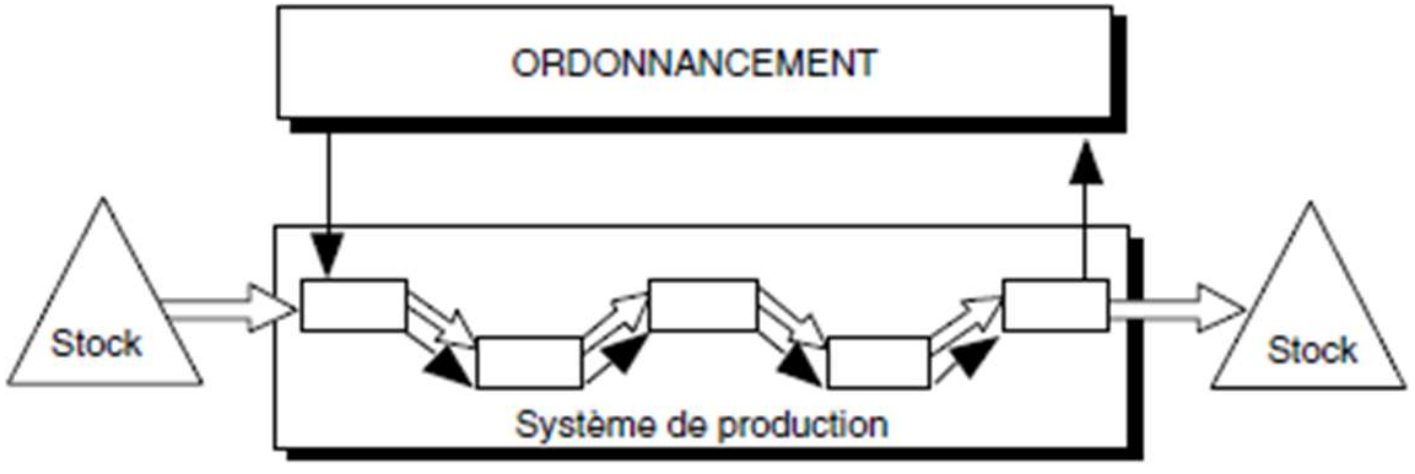
Organisation d’ordonnancement avec suivi par OF (issue de G. Javel).
Par phase#
Les consignes sont transmises au debut de chaque période de temps à chaque poste de transformation sous forme de bons de travail accompagnés de tous les documents nécessaires à la réalisation: plan, fiche de description de phase etc. Chaque bon de travail correspond à une phase d’une gamme de fabrication.
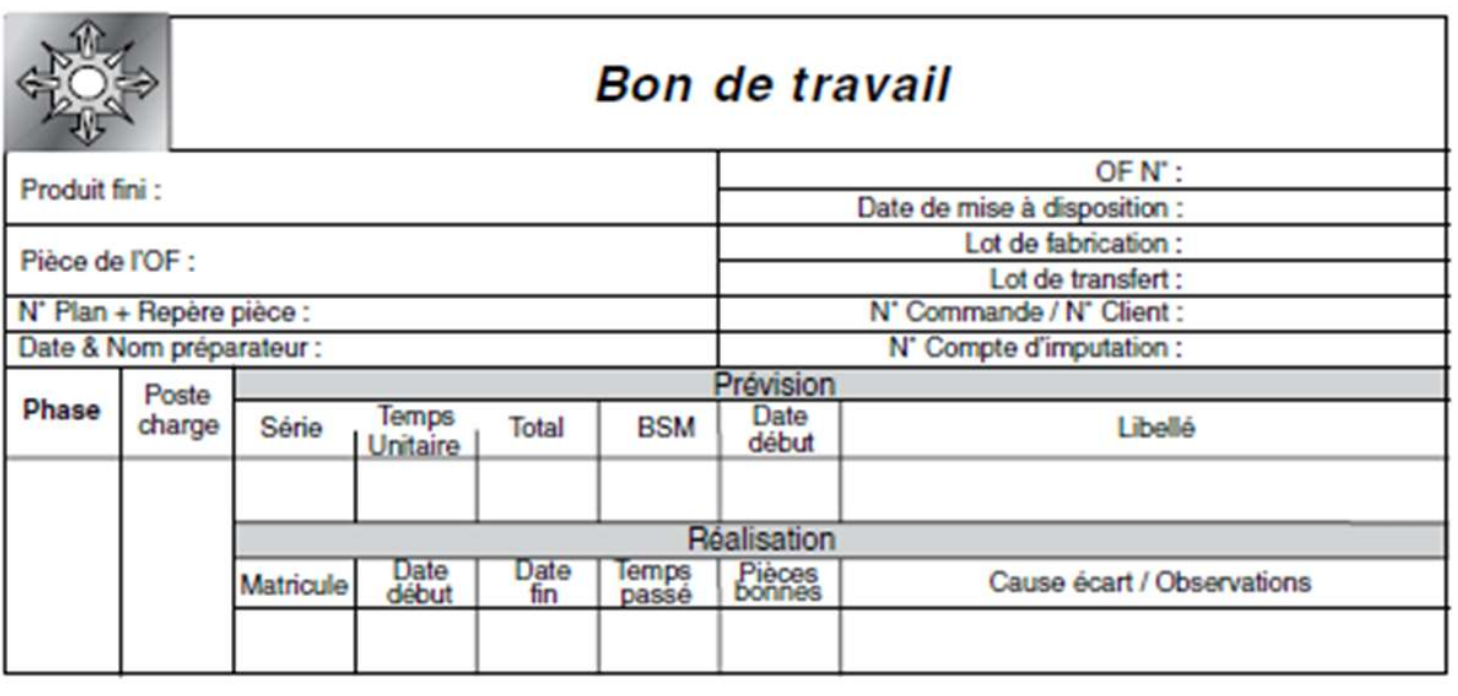
Exempl de bon de travail (issu de G. Javel).
Cette technique nécessite des règles organisationnelles stricts puisque l’ordonnancement est réalisé par plusieurs personnes. Elle a l’inconvénient d’allonger les cycles de réalisation et est à privilégier pour les entreprises ayant beaucoup d’en-cours et des cycles de production élevés.
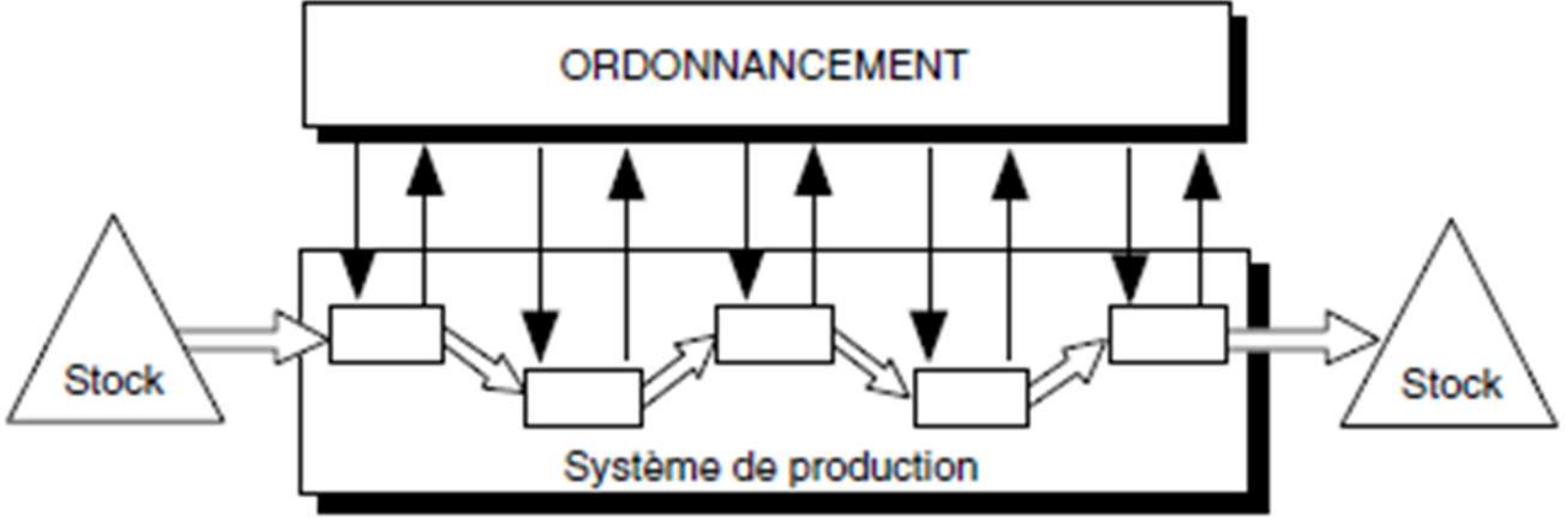
Organisation d’ordonnancement avec suivi par phase (issu de G. Javel).
Reste du cours: